

联系我们

DN500钢管酸洗钝化详细参数酸洗钝化方案
更新时间:2024-12-26 13:14:58 浏览次数:2 公司名称: 宏钜天成钢管有限公司









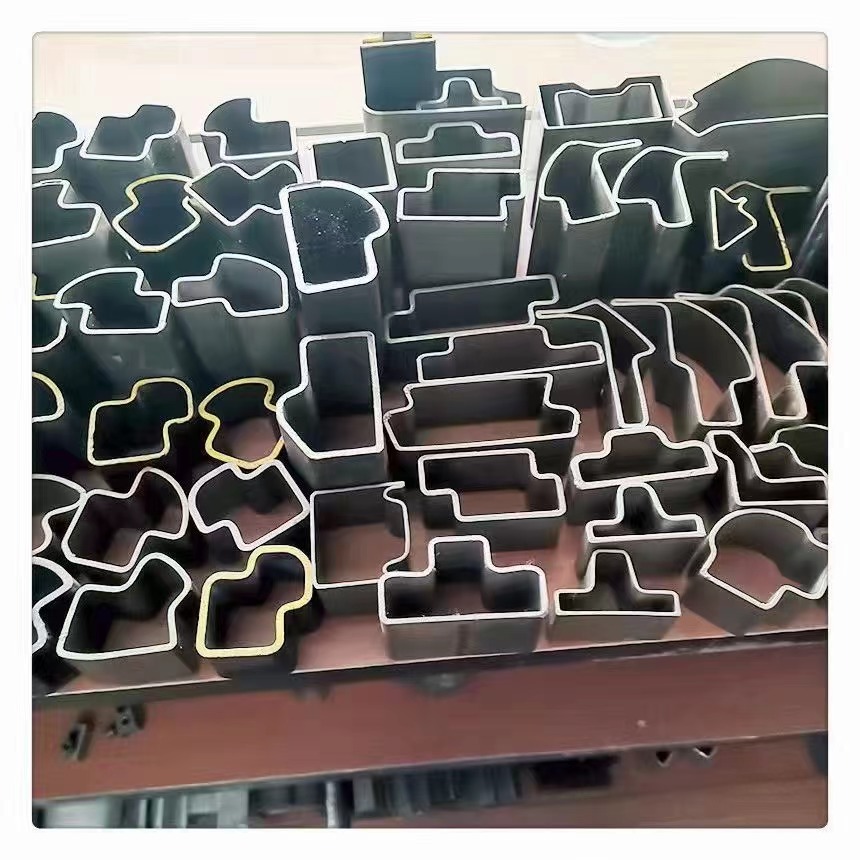
45#酸洗钢管厂价供应钢管进行酸洗是利用酸溶液去除钢铁表面上的氧化皮和锈蚀物的方法称为酸洗。酸洗用酸有硫酸、盐酸、磷酸和混合酸等。酸洗过程就是为了去除表面氧化皮,后经过润滑处理(碳素钢-磷皂化,不锈钢-牛油石灰,铜铝管-涂油),用老工艺-镀铜),再进行拔制深加工。钢管如果不酸洗、表面可能有氧化物和油污,磷化液核能无法将它们除去,磷化质量会降低。而且钢管在制造过程中,经过多道工序后,如果稍微不注意,都会在钢管表面留下伤痕,使零部件抗腐性能降低,直接影响使用寿命。酸洗钢管抗压强度比15号钢稍高,非常少热处理,无淬火延性。冷形变塑性变形高、一般供弯折、注塑、弯边和锤拱等生产加工,电弧焊接和触碰焊的电焊焊接特性好,气割时薄厚小,外观设计规定严苛或样子繁杂的制品上易产生裂痕。钻削工艺性能冷拉或淬火情况较淬火情况好、一般用以生产制造承受力并不大而延展性规定高的酸洗钢管以不热处理工艺或热处理工艺(淬火、淬火或高溫淬火)情况供货。规定热处理工艺情况供货的应在合同书中标明,未标明者按不热处理工艺供货。钢管酸洗脱脂钝化
酸洗钝化无缝钢管的有效方法
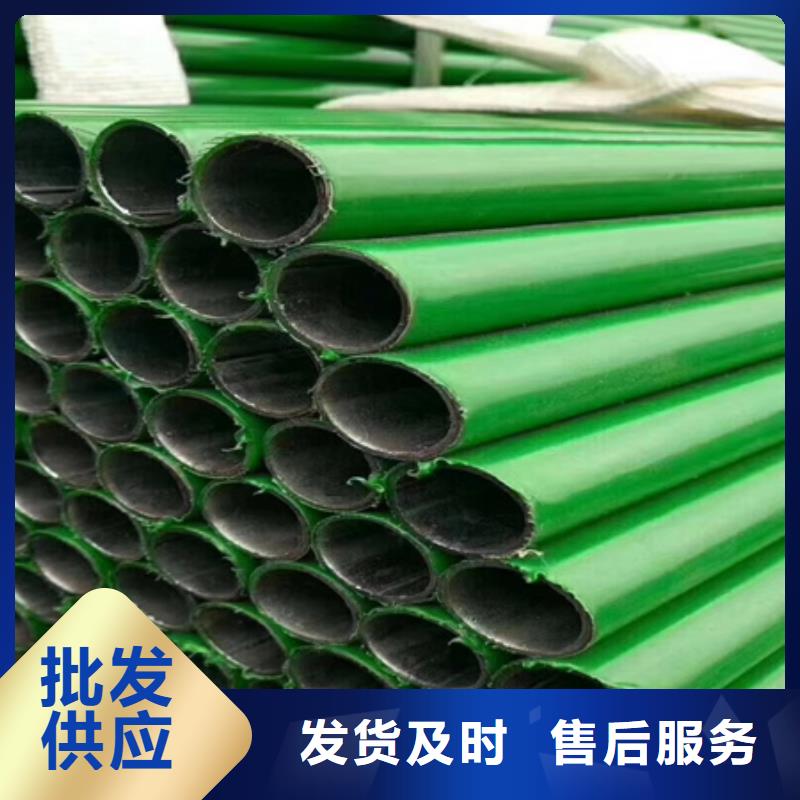
酸洗钝化无缝钢管的酸洗办法管道酸洗办法目前在施工中均选用槽式酸洗法和管内循环酸洗法两种。槽式酸洗法。将设备好的管路拆下来,分解后放入酸洗槽内浸泡,处理合格后再将其进行二次设备。
此办法适合管径较大的短管、直管、简单拆开、管路施工量小的场合,如泵站、阀站等液压设备内的配管及现场配管量小的液压体系,均可选用槽式酸洗法。管内循环酸洗法。在设备好的液压管路中将液压元器件断开或拆除,用软管、接收、冲刷盖板联接,构成冲刷回路。
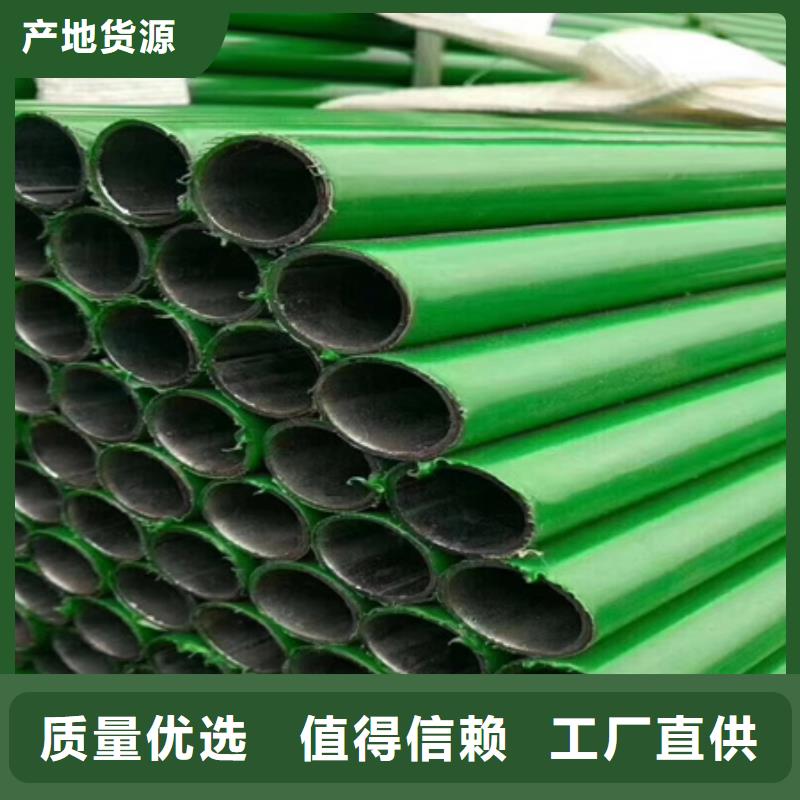
用酸泵将酸液打入回路中进行循环酸洗。该酸洗办法是近年来较为先进的施工技能,具有酸洗速度快、效果好、工序简单、操作方便,减少了对人体及环境的污染,降低了劳动强度,缩短了管路设备工期,处理了长管路及复杂管路酸洗难的问题,并避免了槽式酸洗易发生装配时的二次污染问题,已在大型液压体系管路施工中得到广泛应用。
酸洗钝化无缝钢管的酸洗钝化步骤:酸洗是整个化学清洗过程的关键步骤。由络合剂、渗透剂、悬浮剂和活性缓冲剂构成一种特殊条件下的清洗剂。该清洗剂溶解尘垢的能力强,与尘垢效果时间短,对设备无腐蚀,操作方便并且除垢率可达95%以上。
钢管酸洗脱脂钝化

酸洗磷化钝化钢管的加工厂
酸洗钢管原理:氧化皮、铁锈等铁的氧化物(fe3o4,fe2o3,feo等)与酸溶液发生化学反应,形成盐类溶于酸溶液中而被除去。
常用酸:酸洗用酸有硫酸、盐酸、磷酸、硝酸、铬酸、和混合酸等。*常用的是硫酸和盐酸。
酸洗工艺主要有浸渍酸洗法、喷射酸洗法和酸膏除锈法。一般多用浸渍酸洗法,大批量生产中可采用喷射法。
市面上出售的工业浓硫酸通常含spanso475%~97% (质量分数),也可以选用褐色工业硫酸溶液,它含spanso475%~78%(质量分数)。
磷化技术
磷化是一种化学与电化学反应形成磷酸盐化学转化膜的过程,所形成的磷酸盐转化膜称之为磷化膜。磷化的目的主要是:给基体金属提供保护,在一定程度上防止金属被腐蚀;用于涂漆前打底,提高漆膜层的附着力与防腐蚀能力;在金属冷加工工艺中起减摩润滑使用。磷化是常用的前处理技术,原理上应属于化学转换膜处理,主要应用于钢铁表面磷化,有色金属(如铝、锌)件也可应用磷化。钢管酸洗脱脂钝化
三、云浮本地磷化
磷化处理是一种化学反应,在表面形成一层膜(磷化膜)的一种表面处理工艺。
磷化处理工艺主要用在金属表面,目的也是为金属表面提供一层保护膜,让金属与空气隔绝,防止其被腐蚀;还会用于一些产品涂漆之前的打底,有了这层磷化膜能够提高漆层的附着力和防腐蚀能力,提高装饰性让金属表面看起来更漂亮,并且还能够在部分金属冷加工过程中起到润滑的作用。
经过磷化处理后能让工件在很长时间内不会氧化生锈,所以磷化处理的应用非常广泛,也是常用的一种金属表面处理工艺,在汽车,船舶,机械制造等行业中应用越来越多。
1、云浮本地磷化的分类及应用
通常情况下,一种表面处理后都是呈现出一种颜色,但是磷化处理可以根据实际需求,通过使用不同的磷化剂就会呈现不同的颜色,这也就是我们经常会看到磷化处理有灰色,彩色或者是黑色。
铁系磷化:磷化后表面会呈现出彩虹色以及蓝色,所以又被称为彩磷,磷化液主要以钼酸盐为原料,会在钢铁材料表面形成彩虹色的磷化膜,也主要是用于涂装底层,以达到工件的防腐蚀能力和提高表面涂层的结合力。
云浮无缝钢管酸洗脱脂钝化磷化